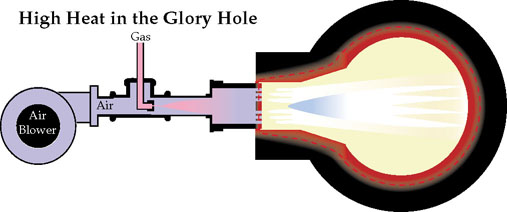
Troubleshooting Burner InstabilityIf you have found this section of the web site you are probably experiencing difficulties in getting the burner system to stabilize. Or perhaps you are experiencing burner pop-back. Others are prudently looking ahead to ward off any possible difficulty, "to head them off at the pass," so to speak. This is the page where we talk about a seemingly puzzling situation called "pop-back" or "pre-ignition" or sometimes called "burn back". We begin by showing what is a stable situation of ongoing combustion. Pictured here is an environment (glory hole or furnace) which is burning in a stable manner. The flame has a blue core, the environment is at working temperature, and the burner head and mixer are cool and could pass the touch test. Even the face of the head is relatively cool because of all the combustibles (cool air and gas) which are being pushed through it. The flame is burning quietly, but steadily. This is a happy burner system. 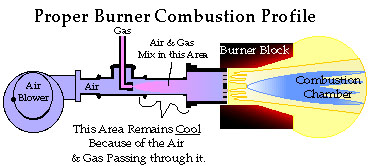 In contrast, this next image shows a burner system with burner pop-back. This is a condition where the mixture of gas and air are burning in the mixer and head area of the burner system. If this condition goes on for a while, the head and pipe work may become cherry red. When the system is shut off and naturally left to cool for a few minutes, it most often can be re-lit and everything is fine. But sometimes there is damage to the pipe and head. An inspection of the head will reveal if there are any serious cracks, and if so the head should be repaired or replaced. If this furnace had a safety system it would have shut down immediately when the flame began to rumble (or flutter). Such a safety system could be hooked to an alarm to notify you of any burner or furnace abnormality. 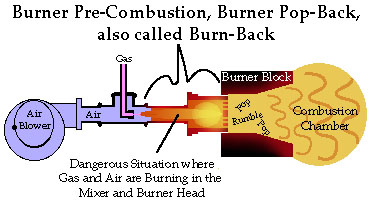 Here is a list of conditions that help identify this condition.
Here is a probable scenario
That's when I get a call from Mr. X. It takes me awhile to get Mr. X. back to the real problem and that is how to successfully turn down a burner after a melt and go on a date at the same time. I don't know about the date thing, but we can get the furnace turned down ok.
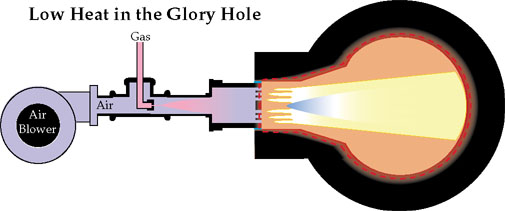
If we think about it, we know at the height of the melt, the one thousand degree (° F) red line, moves to some point closer to the outer wall of the furnace. The burner and the burner port are affected by this heat increase, meaning they get hotter. And things are generally fine until the turn-down. That's when the red line can move nearer to the inside of the head. This heat increase is caused principally because after the turn down, there is less cooling going on throughout the inside of the burner system because there is less cool air/gas mix being pushed through the system. It is sometimes a thin line. I have learned only through experience how to keep the heat out of the head. Here is my technique: During normal working conditions when I blow glass I have the pressure set on 8-10 psi to hold the glass to a good working temperature during the day. At the end of the day I simply shut off the burner for 3-4 hours and then re-light at 5 psi. By morning the furnace is back to working temperature, ready to go to work. Every few days I do a melt when I frequently push the furnace to 25 psi to get the furnace temperature over 2400° F. Coming off this melt profile I drop down to 12 psi, which I have found sufficient to keep the head cool enough. In the morning I plane the glass by dropping the pressure to the 8 psi level and at times I open the door to let off some of the heat. This settles the glass and it is shortly ready to blow. What I practice is a steady, careful lowering of the heat from the high temperature of the melt cycle. I keep the gas/air mix flowing through the head which keeps the inside of the head from getting too hot. This system works well for me. To give your burner the best possible chance of working trouble-free please study the Proper Installation Paper. And for additional information on other possible trouble areas please read the "Don't Blow 'Um Up Or Wack 'Um With A Hammer Page" |


{kind=link}